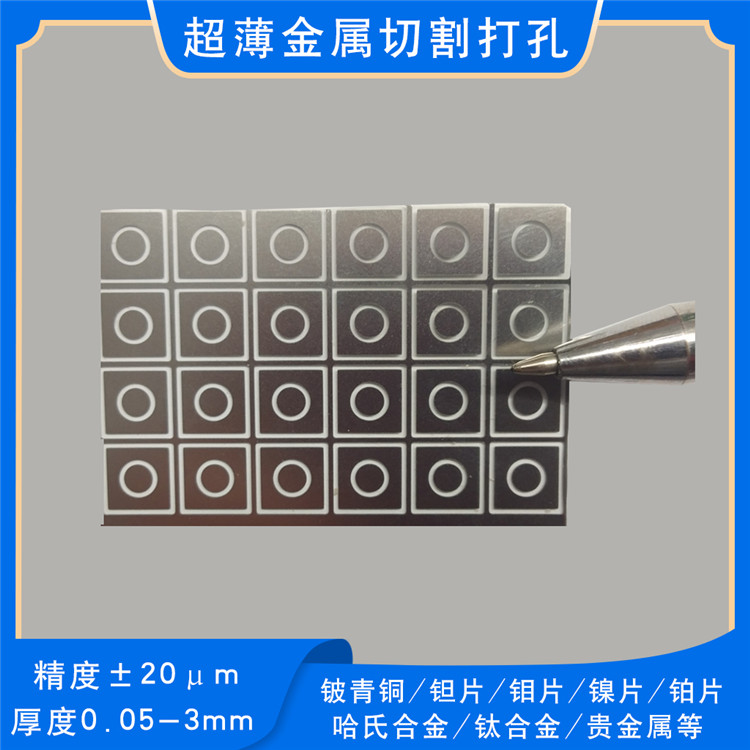
不锈钢网片切割打孔加工
不锈钢网片切割打孔加工
具有高能量,高功率密度等特性,激光束在空间和时间上高度集中,利用透镜聚焦,可以将光斑直径缩小到微米级从而获得105-1015,W/cm2的激光功率密度。如此高的功率密度几乎可以在任何材料实行激光打孔,而且与其它方法如机械钻孔、电火花加工等常规打孔手段相比,具有以下显着的优点:
激光打孔速度快,效,经济效益好。由于激光打孔是利用功率密度为l07-109W/cm2的高能激光束对材料进行瞬时作 用,作用时间只有10-3-10-5s,因此激光打孔速度非常快。将能激光器与的机床及控制系统配合,通过计算机进行程序控制,可以实。现率 打孔。在不同的工件上。激光打孔与电火花打孔及机械钻孔相比,效率提高l0-1000倍。


切割打孔加工钻孔加工不锈钢网片,切割打孔加工
不锈钢网片切割打孔加工
北京华诺恒宇激光切割打孔加工,是激光打孔、切割、焊接加工的企业。凭借在激光领域的水平和成熟的技术,在同业中。依靠科技发展,不断为用户提供的激光加工,,是我们始终不变的追求。我公司还将开拓广泛的应用领域,从事精密激光精细加工技术研究及激光应用设备的生产。未来着重于短脉冲,皮秒激光,紫外激光的应用研究,解决电子,航空,航天,汽车,科研等行业各类的特殊的应用要求。
不锈钢网片切割打孔加工,微孔加工
同是激光加工小孔方法 不同的特点:
1、直接打孔:
利用聚焦透镜直接打孔,孔大小,圆度取决激光光斑大小及圆度,孔的大小不易控制。只能适合较小的孔。孔径0.05-0.6mm左右。
2、切割打孔:
直接打孔的方法只能适合较小的孔。如需较大的孔需要采用XY运动平台来实现,孔内壁光洁度较差,精度较差,打孔速度慢,可打大孔,多孔。
3、工件旋转打孔:
孔内壁光洁度较好,圆度高,打孔速度快,但只能打单一孔。打孔范围,孔径0.05-3mm左右。适合圆形同轴零件打孔,可打角度孔。
4、光束旋转打孔:
打孔时工件不动,孔的大小由光束旋转器控制,打孔孔内壁光洁度较好,圆度高,打孔速度快,由XY运动平台来实现位置定位,可打多孔。是目前世界上的微孔加工技术。
http://lyjg.b2b168.com
欢迎来到北京华诺恒宇光能科技有限公司网站, 具体地址是北京市丰台区北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室,联系人是马经理。
主要经营咨询热线:18920259803。北京华诺恒宇光能科技有限公司一直专注于高品质小孔加工、微孔加工、细孔加工、激光打孔、激光钻孔、精密激光切割、激光刻蚀、激光打孔、激光打标及激光焊接等产品研发与制造。。
单位注册资金未知。
我们公司在加工业内一直都是*,业绩好,主营的小孔加工,微孔加工,细孔加工,激光打孔,激光钻孔,小孔微孔加工,激光穿孔,激光焊接等都经过了专业机构的认证和众多客户的**,真正的值得信赖!


 19
19



